viernes, 20 de diciembre de 2013
DEPARTAMENTO DE MECANICA DE
PRODUCCION
TEMA:
EL TORNO
PROFESOR: ROJAS
CICLO:II
AÑO:2013
DEPARTAMENTO DE MECANICA DE
PRODUCCION
ALUMNO: DE LA MATTA ALEGRIA,F
LAZO OLIVARES,P M
CATAGENA CACHIQUE,A
PROFESORA: ROJAS
TURNO:DIURNO
CICLO: II
AÑO:
2013
DECICATORIA
Este trabajo va dedicado en primer lugar a DIOS por darme
cada dia la salud y el bienestar que necesito en segundo lugar a mis padres por
brindarme sus apoyos que necesito durante estos años
Introducción
El torno,
que es quizá una de las primeras máquinas herramientas que se construyeron, es
también una de las más adaptables y de uso más extenso.
Debido a
que un gran porcentaje del material que se corta en un taller mecánico es
cilíndrico o redondo, el torno básico ha conducido al perfeccionamiento de
tornos de torreta, máquina para hacer tornillos, rectificadoras, tornos de
control numérico y centros para tornos.
Los
adelantos en el diseño del torno básico y los relativos han dado por resultado
el desarrollo y manufactura de miles de los productos de uso cotidiano.
Algunas
de las operaciones comunes que se efectúan en un torno son: refrentado,
torneado de conos, torneado paralelo, corte de rocas, moleteado, barrenado o
rectificación de interiores, taladro y escariado.
El torno
se usa, por lo general, parar producir piezas individuales a las
especificaciones requeridas. También se utiliza cuando se requiere un número
pequeño de piezas similares (corridas cortadas de producción).
Se puede
decir que este torno es la base de cualquier taller mecánico, por lo cual el
mecánico de banco necesita conocerlo a fondo.
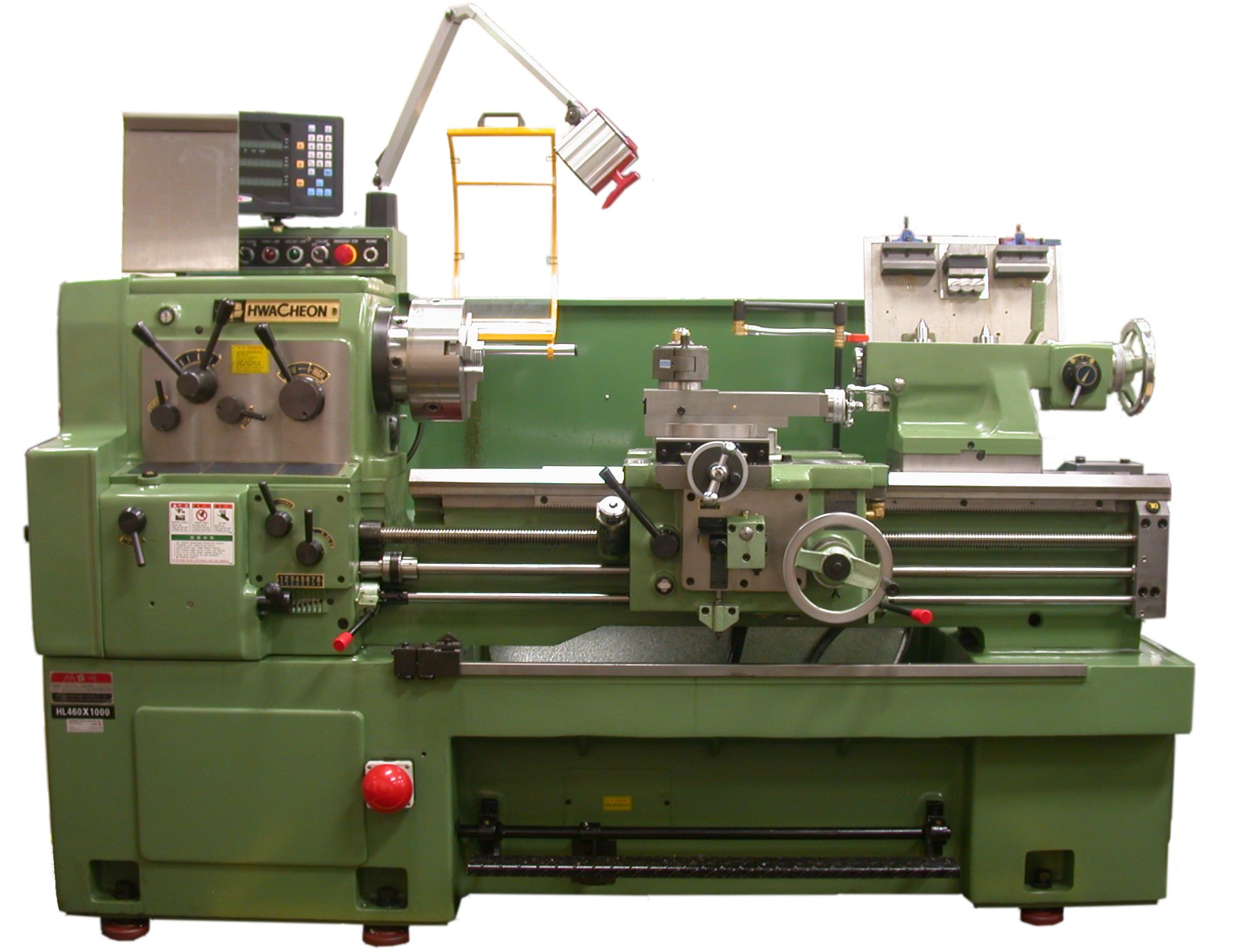
EL TORNO
(definicion)
El torno, la máquina giratoria más común
y más antigua, sujeta una pieza de metal o de madera y la hace girar mientras
un útil de corte da forma al objeto. El útil puede moverse paralela o
perpendicularmente a la dirección de giro, para obtener piezas con
partes cilíndricas o cónicas, o para cortar acanaladuras. Empleando útiles
especiales un torno puede utilizarse también para obtener superficies lisas,
como las producidas por una fresadora, o para taladrar orificios en la pieza.
Partes del
torno
BANCADA:
Es un
zócalo de fundición soportado por uno o más pies, que sirve de apoyo y guía a
las demás partes principales del torno. La fundición debe ser de la mejor calidad; debe
tener dimensiones apropiadas y suficientes para soportar las fuerzas que se
originan durante el trabajo, sin experimentar deformación apreciable, aún en
los casos más desfavorables. Para facilitar la resistencia suele llevar unos nervios centrales.
Las guías
han de servir de perfecto asiento y permitir un deslizamiento suave y sin juego al carro y contra cabezal. Deben estar perfectamente rasqueteadas
o rectificadas. Es corriente que hayan recibido un tratamiento de temple
superficial, para resistir el desgaste. A veces, las guías se hacen postizas,
de acero templado y rectificado.
CABEZAL:
Es una
caja fijada al extremo de la bancada por medio de tornillos o bridas. En ella
va alojado el eje principal, que es el que proporciona el movimiento a la
pieza. En su interior suele ir alojado el mecanismo para lograr las distintas
velocidades, que se seleccionan por medio de mandos adecuados, desde el
exterior.
El
mecanismo que más se emplea para lograr las distintas velocidades es por medio
de trenes de engranajes. Los principales sistemas empleados en los cabezales de los tornos son:
Cabezal
monopolea: El
movimiento proviene de un eje, movido por una polea única. Las distintas
velocidades o marchas se obtienen por desplazamiento de engranajes.
Transmisión
directa por motor: En lugar de recibir el movimiento a
través de una polea, lo pueden recibir directamente desde un motor. En este
tipo de montaje es normal colocar un embrague, para evitar el cambio brusco del
motor, al parar o invertir el sentido de la marcha. La potencia al transmitir es más directa, pues se evitan pérdidas por
deslizamiento de correas.
Caja de
cambios: Otra
disposición muy frecuente es la colocación de una caja o cambio, situada en la
base del torno; desde allí se transmite el movimiento hasta el cabezal por
medio de correas. Este sistema se presta muy bien para tornos rápidos y, sobre todo, de
precisión. El eje principal queda descargado de tensiones, haciendo que la
polea apoye en soportes adecuados.
Variador
de velocidades: Para
lograr una variación de velocidades, mayor que las limitadas por los mecanismos
anteriores, se emplean en algunos tornos variadores de velocidad mecánicos o hidráulicos.
EJE PRINCIPAL:
Es el
órgano que más esfuerzos realiza durante el trabajo. Por consiguiente, debe ser
robusto y estar perfectamente guiado por los rodamientos, para que no haya
desviaciones ni vibraciones. Para facilitar el trabajo en barras largas suele
ser hueco. En la parte anterior lleva un cono interior, perfectamente
rectificado, para poder recibir el punto y servir de apoyo a las piezas que se han de
tornear entre puntos. En el mismo extremo, y por su parte exterior, debe llevar
un sistema para poder colocar un plato porta piezas.
CONTRA CABEZAL O CABEZAL MÓVIL:
El
contra cabezal o cabezal móvil, llamado impropiamente contrapunta, consta de
dos piezas de fundición, de las cuales una se desliza sobre la bancada y la
otra puede moverse transversalmente sobre.
la primera,
mediante uno o dos tornillos. Ambas pueden fijarse en cualquier punto de la
bancada mediante una tuerca y un tornillo de cabeza de grandes dimensiones que
se desliza por la parte inferior de la bancada. La superior tiene un agujero
cilíndrico perfectamente paralelo a la bancada y a igual altura que el eje del
cabezal.
En dicho
agujero entra suavemente un manguito cuyo hueco termina, por un extremo en un
cono Morse y, por el otro, en una tuerca. En esta tuerca entra un tornillo que
puede girar mediante una manivela; como este tornillo no puede moverse
axialmente, al girar el tornillo el manguito tiene que entrar o salir de su
alojamiento. Para que este manguito no pueda girar, hay una ranura en toda su
longitud en la que ajusta una chaveta. El manguito puede fijarse en cualquier
parte de su recorrido mediante otro tornillo.
En el cono
Morse puede colocarse una punta semejante a la del cabezal o bien una broca,
escariador, etc. Para evitar el roce se emplean mucho los puntos giratorios.
Además de la forma común, estos puntos giratorios pueden estar adaptados para
recibir diversos accesorios según las piezas que se hayan de tornear.
CARROS:
En el
torno la herramienta cortante se fija en el conjunto denominado carro. La
herramienta debe poder acercarse a la pieza, para lograr la profundidad de
pasada adecuada y, también, poder moverse con el movimiento de avance para
lograr la superficie deseada. Las superficies que se pueden obtener son todas
las de revolución:
cilindros y conos, llegando al límite de superficie plana. Por tanto, la
herramienta debe poder seguir las direcciones de la generatriz de estas
superficies. Esto se logra por medio del carro principal, del carro transversal
y del carro inclínalbe.
Carro
principal: Consta de
dos partes, una de las cuales se desliza sobre la bancada y la otra, llamada
delantal, está atornillada a la primera y desciende por la parte anterior. El
delantal lleva en su parte interna los dispositivos para obtener los
movimientos automáticos y manuales de la herramienta, mediante ellos, efectuar las operaciones de roscar, cilindrar y refrentar.
Dispositivo
para roscar: El
dispositivo para roscar consiste en una tuerca en dos mitades, las cuales por
medio de una manivela pueden aproximarse hasta engranar con el tornillo patrón
o eje de roscar. El paso que se construye variará según la relación del número
de revoluciones de la pieza que se trabaja y del tornillo patrón.
Dispositivo
para cilindrar y refrentar: El mismo
dispositivo empleado para roscar podría servir para cilindrar, con tal de que
el paso sea suficientemente pequeño. Sin embargo, se obtiene siempre con otro
mecanismo diferente. Sobre el eje de cilindrar va enchavetado un tornillo sin
fin que engrana con una rueda, la cual, mediante un tren basculante, puede
transmitir su movimiento a un piñón que engrana en una cremallera fija en la
bancada o a otro piñón en el tornillo transversal. El tren basculante puede
también dejarse en posición neutra. En el primer caso se mueve todo el carro y,
por tanto, el torno cilindrará; en el segundo, se moverá solamente el carro
transversal y el torno refrentará; en el tercer caso, el carro no tendrá ningún
movimiento automático. Los movimientos del tren basculante se obtienen por
medio de una manivela exterior. El carro puede moverse a mano, a lo largo de la
bancada, por medio de una manivela o un volante.
Carro
Transversal: El carro
principal lleva una guía perpendicular a los de la bancada y sobre ella se
desliza el carro transversal. Puede moverse a mano, para dar la profundidad de
pasada o acercar la herramienta a la pieza, o bien se puede mover
automáticamente para refrentar con el mecanismo ya explicado.
Para saber
el giro que se da al husillo y, con ello, apreciar el desplazamiento del carro
transversal y la profundidad de la pasada, lleva el husillo junto al volante de
accionamiento un tambor graduado que puede girar loco o fijarse en una posición
determinada. Este tambor es de gran utilidad para las operaciones de cilindrado y roscado, como se verá más
adelante.
Carro
Orientable: El carro
orientable, llamado también carro portaherramientas, está apoyado sobre una
pieza llamada plataforma giratoria, que puede girar alrededor de un eje central
y fijarse en cualquier posición al carro transversal por medio de cuatro tornillos.
Un círculo o limbo graduado indica en cualquier posición el ángulo que el carro
portaherramientas forma con la bancada. Esta pieza lleva una guía en forma de
cola de milano en la que se desliza el carro orientable. El movimiento no suele
ser automático, sino a mano, mediante un husillo que se da vueltas por medio de
una manivela o un pequeño volante. Lleva el husillo un tambor similar al del
husillo del carro transversal.
Para
fijar varias herramientas de trabajo se emplea con frecuencia la torre portaherramientas,
la cual puede llevar hasta cuatro herramientas que se colocan en posición de
trabajo por un giro de 90º. Tiene el inconveniente de necesitar el uso de
suplementos, por lo cual se emplea el sistema americano, o bien se.

Torneado esférico
Esquema funcional torneado esférico
El
torneado esférico, por ejemplo el de rótulas, no tiene ninguna dificultad si se
realiza en un torno de Control Numérico porque, programando sus medidas y la función de mecanizado radial correspondiente, lo realizará de forma perfecta.
Si el
torno es automático de gran producción, trabaja
con barra y las rótulas no son de gran tamaño, la rotula se consigue con un carro
transversal donde las herramientas están afiladas con el perfil de la rótula.
Hacer
rótulas de forma manual en un torno paralelo presenta cierta dificultad para
conseguir exactitud en la misma. En ese caso es recomendable disponer de una
plantilla de la esfera e irla mecanizando de forma manual y acabarla con lima o
rasqueta para darle el ajuste final.
Segado o tronzado
Herramienta de ranurar y segar.
Se llama
segado a la operación de torneado que se realiza cuando se trabaja con barra y
al finalizar el mecanizado de la pieza correspondiente es necesario cortar la
barra para separar la pieza de la misma. Para esta operación se utilizan
herramientas muy estrechas con un saliente de acuerdo al diámetro que tenga la
barra y permita con el carro transversal llegar al centro de la barra. Es una
operación muy común en tornos revólver y automáticos alimentados con barra y
fabricaciones en serie.
Poleas torneadas.
El
ranurado consiste en mecanizar unas ranuras cilíndricas de anchura y
profundidad variable en las piezas que se tornean, las cuales tienen muchas
utilidades diferentes. Por ejemplo, para alojar una junta tórica, para salida
de rosca, para arandelas de presión, etc. En
este caso la herramienta tiene ya conformado el ancho de la ranura y actuando
con el carro transversal se le da la profundidad deseada. Los canales de las poleas son un ejemplo claro de ranuras torneadas.
Chaflanado
El
chaflanado es una operación de torneado muy común que consiste en matar los
cantos tanto exteriores como interiores para evitar cortes con los mismos y a
su vez facilitar el trabajo y montaje posterior de las piezas. El chaflanado más
común suele ser el de 1mm por 45º. Este chaflán se hace atacando directamente
los cantos con una herramienta adecuada. (fig. 1)
Mecanizado de excéntricas
Una excéntrica es una pieza que tiene dos o más
cilindros con distintos centros o ejes de simetría, tal y como ocurre con los
cigüeñales de motor, o los ejes de levas. Una excéntrica es un cuerpo de
revolución y por tanto el mecanizado se realiza en un torno. Para mecanizar una
excéntrica es necesario primero realizar los puntos de apoyo de los diferentes
ejes excéntricos en los extremos de la pieza que se fijará entre puntos.
MECANIZADO DE ESPIRALES
Una
espiral es una rosca tallada en un disco plano y mecanizado en un torno,
mediante el desplazamiento oportuno del carro transversal. Para ello se debe
calcular la transmisión que se pondrá entre el cabezal y el husillo de avance
del carro transversal de acuerdo al paso de la rosca espiral. Es una operación
poco común en el torneado. Ejemplo de rosca espiral es la que tienen en su
interior los platos de garras de los tornos, la cual permite la apertura y
cierre de las garras.
Roscado en torno paralelo
Una de las
tareas que pueden ejecutarse en un torno paralelo es efectuar roscas de
diversos pasos y tamaños tanto exteriores sobre ejes o interiores sobre
tuercas. Para ello los tornos paralelos universales incorporan un mecanismo
llamado "caja Norton", que facilita esta tarea y evita montar un tren
de engranajes cada vez que se quisiera efectuar una rosca.
La caja
Norton es un mecanismo compuesto de varios engranajes que fue inventado y
patentado en 1890, que se incorpora a los tornos paralelos y dio solución al
cambio manual de engranajes para fijar los pasos de las piezas a roscar. Esta
caja puede constar de varios trenes desplazables de engranajes o bien de uno
basculante y un cono de engranajes. La caja conecta el movimiento del cabezal
del torno con el carro portaherramientas que lleva incorporado un husillo de
rosca cuadrada.
El sistema
mejor conseguido incluye una caja de cambios con varias reductoras. De esta
manera con la manipulación de varias palancas se pueden fijar distintas
velocidades de avance de carro portaherramientas, permitiendo realizar una gran
variedad de pasos de rosca tanto métricos como withworth. Las hay en baño de aceite y en seco, de engranajes tallados de una forma u otra, pero
básicamente es una caja de cambios.
Para
efectuar el roscado hay que realizar previamente las siguientes tareas:
·
Tornear previamente al diámetro que tenga la rosca
·
Preparar la herramienta de acuerdo con los ángulos del filete de
la rosca.
·
Establecer la profundidad de pasada que tenga que tener la rosca
hasta conseguir el perfil adecuado.
Hay dos
sistemas de realizar roscados en los tornos, de un lado la tradicional que
utilizan los tornos paralelos, mediante la Caja Norton, y de otra la que se
realiza con los tornos CNC, donde los datos de la roscas van totalmente programados y ya no hace falta la caja
Norton para realizarlo.
Para
efectuar un roscado con herramienta hay que tener en cuenta lo siguiente:
·
Las roscas pueden ser exteriores (tornillos) o bien interiores
(tuercas), debiendo ser sus magnitudes coherentes para que ambos elementos
puedan enroscarse.
·
Los elementos que figuran en la tabla son los que hay que tener en
cuenta a la hora de realizar una rosca en un torno:
CLASES DE TORNO
·
Torno al aire
·
Torno vertical
·
Torno con dispositivo copiador
·
Torno revolver
·
Torno de relojero
·
Torno de madera
·
Torno paralelo:
Es el más común y tiene los componentes básicos y puede efectuar las
operaciones ya descritas.
·
Torno rápido:
Se utiliza principalmente para operaciones de torneado rápido de metales, para madera y para pulimento.
·
Torno para taller mecánico:
TORNOS DE SEMI-PRODUCCIÓN
·
Tornos copiadores: es un torno paralelo con un aditamento
copiador. Corta el movimiento de las herramientas de corte.
·
Torno revólver: tienen una unidad de alineación para
herramientas múltiples, en lugar de la contrapunta. Tiene diferentes posiciones
y los tornos son horizontales y verticales.
·
Horizontal: Se clasifica en ariete o de
portaherramientas, los arietes tienen torreta para herramienta múltiple montado
en el carro superior.
El carro superior es adecuado para materiales gruesos que necesitan mucho tiempo
para tornear o perforar.
·
Vertical: Pueden operar en forma automática,
se alinean con la pieza de trabajo con un mecanismo o con control numérico.
El revolver vertical tiene dos tipos básicos: estación individual y
múltiple.
Los múltiples tienen husillos múltiples que se vuelven a alinear después de
cada accionamiento.
TORNOS DE PRODUCCIÓN
Tornos de mandril automático o tornos al aire: Son similares a los de revolver de ariete o carro
superior, excepto que la correa esta montada verticalmente, no tiene
contrapunta, el movimiento para el avance se aplica en la torreta.
En estos tornos se utiliza una serie de pasadores y bloques de disparos
para controlar las operaciones.
Tornos automáticos para roscar: Son automáticos, incluso la alimentación del material de
trabajo al sujetador. Estos tornos se controlan con una serie de excéntricas
que regulan el ciclo. Son del tipo de husillo individual o múltiple.
Los de husillo individual son similares a un torno revolver excepto por la
posición de la torreta. Los tornos suizos para roscar difieren de los demás en
el que el cabezal produce el avance de la pieza de trabajo, estos también
tienen un mecanismo de excéntricas para el avance de la herramienta, estas
mueven a la herramienta de corte que esta soportada vertical, hacia adentro y
hacia afuera mientras la pieza de trabajo pasa frente a la herramienta.
Los tornos para roscar con husillos múltiples tienen de cuatro a ocho
husillos que se alinean a diversas posiciones.
Cuando se alinean los husillos efectúan diversas operaciones en la pieza de
trabajo. Al final de una revolución, se termina la pieza de trabajo.
En un torno de ocho husillos, la pieza se alinea ocho veces para efectuar
el ciclo de la maquina. Cada vez que se alinea el carro, se termina una pieza y
se descarga el husillo.
TIPOS DE TORNO
Actualmente se utilizan en la industria del
mecanizado varios tipos de tornos, cuya aplicación depende de la cantidad de
piezas a mecanizar por serie, de la complejidad de las piezas y de la
envergadura de las piezas.
Torno
paralelo
El torno paralelo o mecánico es
el tipo de torno que evolucionó partiendo de los tornos antiguos cuando se le
fueron incorporando nuevos equipamientos que lograron convertirlo en una de las
máquinas herramientas más importante que han existido. Sin embargo, en la
actualidad este tipo de torno está quedando relegado a realizar tareas poco
importantes, a utilizarse en los talleres de aprendices y en los talleres de mantenimiento para realizar
trabajos puntuales o especiales.
Para la fabricación en serie y de
precisión han sido sustituidos por tornos copiadores, revólver, automáticos y
de CNC. Para manejar bien estos tornos se requiere la pericia de profesionalesmuy
bien calificados, ya que el manejo manual de sus carros puede ocasionar errores
a menudo en la geometría de las piezas torneadas
La adecuación de los diferentes
tipos de plaquitas según sea el material a mecanizar se indican a continuación
y se clasifican según una Norma ISO/ANSI para indicar las aplicaciones en relación a
la resistencia y la tenacidad que tienen.
Código
de calidades de plaquitas
|
||
Serie
|
ISO
|
Características
|
Serie P
|
ISO 01, 10, 20, 30, 40, 50
|
Ideales para el mecanizado de
acero, acero fundido, y acero maleable de viruta larga.
|
Serie M
|
ISO 10, 20, 30, 40
|
Ideales para tornear acero
inoxidable, ferrítico y martensítico, acero fundido, acero al manganeso,
fundición aleada, fundición maleable y acero de fácil mecanización.
|
Serie K
|
ISO 01, 10, 20, 30
|
Ideal para el torneado de
fundición gris, fundición en coquilla, y fundición maleable de viruta corta.
|
Serie N
|
ISO 01, 10. 20, 30
|
Ideal para el torneado de
metales no-férreos
|
Serie S
|
Pueden ser de base de níquel o
de base de titanio. Ideales para el mecanizado de aleaciones termorresistentes
y súperaleaciones.
|
|
Serie H
|
ISO 01, 10, 20, 30
|
Ideal para el torneado de
materiales endurecidos.
|
Código de
formatos de las plaquitas de metal duro
Como hay tanta variedad en las
formas geométricas, tamaños y ángulos de corte, existe una codificación
normalizada compuesta de cuatro letras y seis números donde cada una de estas
letras y números indica una característica determinada del tipo de plaquita
correspondiente.
Ejemplos de código de plaquita:
SNMG 160408 HC
|
|
|
|
Las dos primeras cifras indican en milímetros la longitud de
la arista de corte de la plaquita.
Las dos cifras siguientes indican en milímetros el espesor de la
plaquita.
Las dos últimas cifras indican en décimas de milímetro el
radio de punta de la plaquita.
PARTES DEL TORNO:

COMO PUEDES VEER UNOS EJEMPLOS DEL TRABAJO QUE REALIZA EL TORNO:
TENGA CUIDADO CON LOS ACCIDENTES:
Suscribirse a:
Entradas (Atom)